

Công nghệ sơn tĩnh điện ngày nay được nhiều công ty sử dụng với mục đích nâng cao chất lượng sản phẩm của họ tốt hơn. Có thể bạn đã từng nghe qua từ “sơn tĩnh điện”, đã từng thấy và tiếp xúc với nó hằng ngày nhưng liệu bạn có nhận ra được những điểm khác biệt của loại sơn này so với các loại thường hay không?.
Bạn đang đọc: Công nghệ sơn tĩnh điện là gì và nguyên lý hoạt động của nó
Công nghệ sơn tĩnh điện trong tiếng anh có tên là Electro Static Power Coating Technology. Nó được xem là công nghệ hiện đại nhất hiện nay, được phát minh vào đầu thập niên những năm 1950 bởi tiến sỹ Erwin. Qua nhiều lần cải tiến bởi các nhà khoa học, nhà sản xuất và chế tạo thiết bị, đã giúp cho công nghệ sơn tĩnh điện ngày một tối ưu hơn giúp cho chất lượng sản phẩm và giá thành tốt hơn rất nhiều.
Hai dạng sơn tĩnh điện:
– Sơn tĩnh điện dạng khô (sơn bột): Là dạng phun bột trực tiếp không pha. Được ứng dụng sơn cho các sản phẩm bằng kim loại: sắt thép, nhôm, inox…
– Sơn tĩnh điện dạng ướt (sử dụng dung môi): Là dạng pha bột với dung môi hoặc nước. Được ứng dụng sơn cho các sản phẩm bằng kim loại, nhựa gỗ,…
Hiện nay, chất liệu sơn tĩnh điện dạng bột được sử dụng phần lớn bởi tính hiệu quả mà hệ thống phun bột mang lại, nó cao hơn nhiều so với phun sơn dạng dung môi hoặc dạng nước. Sau khi phun, lượng bột không bám vào chi tiết sẽ được thu hồi và tái sử dụng lại lên đến trên 90%. So với các kỹ thuật phun sơn dạng ướt thì dạng bột có độ phủ lớn hơn. Lý do bởi vì dạng bột có thể phủ lên tất cả các góc cạnh và bề mặt của chi tiết mà chúng không thể trực diện với súng phun được.
Trong giới hạn của bài viết này, chúng tôi chỉ đề cập tới dạng thông dụng chính là công nghệ sơn tĩnh điện dạng bột. Hay còn gọi là sơn bột tĩnh điện. Bây giờ hãy cùng sentayho.com.vn tìm hiểu nguyên tắc hoạt động và quy trình phun sơn tĩnh điện nào.

TÌM HIỂU VỀ SƠN TĨNH ĐIỆN
Sơn tính điện là gì?
Sơn tĩnh điện là một dạng vật liệu phủ được làm bằng một hợp chất hữu dạng bột được gia nhiệt, hay còn gọi là nhựa nhiệt dẻo. Sở dĩ được gọi tên là sơn tĩnh điện vì nó sử dụng phương pháp tích điện cho bột sơn nhằm tạo liên kết ion với chi tiết cần phủ. Sơn tĩnh điện còn được gọi là sơn khô vì tính chất phủ ở dạng bột, khi sử dụng bột sơn sẽ được tích một điện tích dương (+) và được đưa qua thiết bị được gọi là súng sơn tĩnh điện, đồng thời vật liệu cần sơn cũng sẽ được tích một điện tích âm (-) nhằm hình thành một lực hút tĩnh điện giữa hai ion trái dấu, hay còn gọi là liên kết ion. Do đây là một dạng liên kết ion nên bột sơn sẽ có độ bám dính rất tốt và bền.
Thành phần của sơn tĩnh điện?
Thành phần công thức của bột sơn sử dụng cho công nghệ sơn tĩnh điện bao gồm: Hợp chất polymer hữu cơ (Organic Polymer), curatives, bột màu, chất làm đều màu, và các chất phụ gia khác. Tất cả được trộn lại với nhau và được làm nóng chảy tạo để thành hỗn hợp đồng nhất, sau đó được làm nguội và nghiền thành dạng bột mịn, được gọi là bột sơn tĩnh điện.
Trên thị trường hiện nay có 04 loại bột sơn tĩnh điện phổ biến: Bóng (Gloss), Mờ (Matt), Cát (Texture) và nhăn (Wrinkle) sử dụng cho hai điều kiện trong nhà và ngoài trời.
Sơn tĩnh điện có tốt không?
Bột sơn tĩnh điện được sử dụng nhằm bảo vệ các vật liệu thô, máy móc hoặc các chi tiết khó tiếp cận, cho đến các vật dụng gia đình mà bạn vẫn sử dụng hằng ngày. Với phương pháp tích điện cho bột sơn rồi phun trực tiếp lên vật phủ, tạo điều kiện hình thành nên liên kết ion giữa bột sơn với vật liệu phủ, so với liên kết màng của sơn nước thì liên kết ion của sơn tĩnh điện có năng lượng liên kết cao hơn, do đó các vật liệu được sơn tĩnh điện sẽ có độ bám dính tốt hơn.
Các sản phẩm được sơn tĩnh điện có khả năng chống lại những ảnh hưởng xấu bởi các tác nhân như độ ẩm, hóa chất, ánh sáng và một số điều kiện khắc nhiệt khác. Đồng thời, làm giảm nguy cơ trầy xước, sứt mẻ, trầy xước, ăn mòn, phai màu, và các vấn đề khác. Sơn tĩnh điện còn là một sự lựa chọn hấp dẫn do có lợi thế về bảo vệ môi trường.
NGUYÊN LÝ HOẠT ĐỘNG CÔNG NGHỆ SƠN TĨNH ĐIỆN
Sơn tĩnh điện được phủ lên trên bề mặt vật liệu bằng một loại súng phun sơn đặc biệt. Khi bột sơn tĩnh điện đi qua súng phun tĩnh điện sẽ được đun nóng và tích điện dương (+) tại đầu kim phun, sau đó đi qua kim phu và di chuyển theo điện trường để đến tới vật liệu sơn đã tích điện âm (-). Lúc này nhờ vào lực hút giữa các ion điện tích, bột sơn từ từ bám vào quanh vật liệu sơn. Phương pháp này giúp cho bột sơn được rải đều quanh vật liệu, và có thể di chuyển vào hầu hết các bề mặt bị khuất.
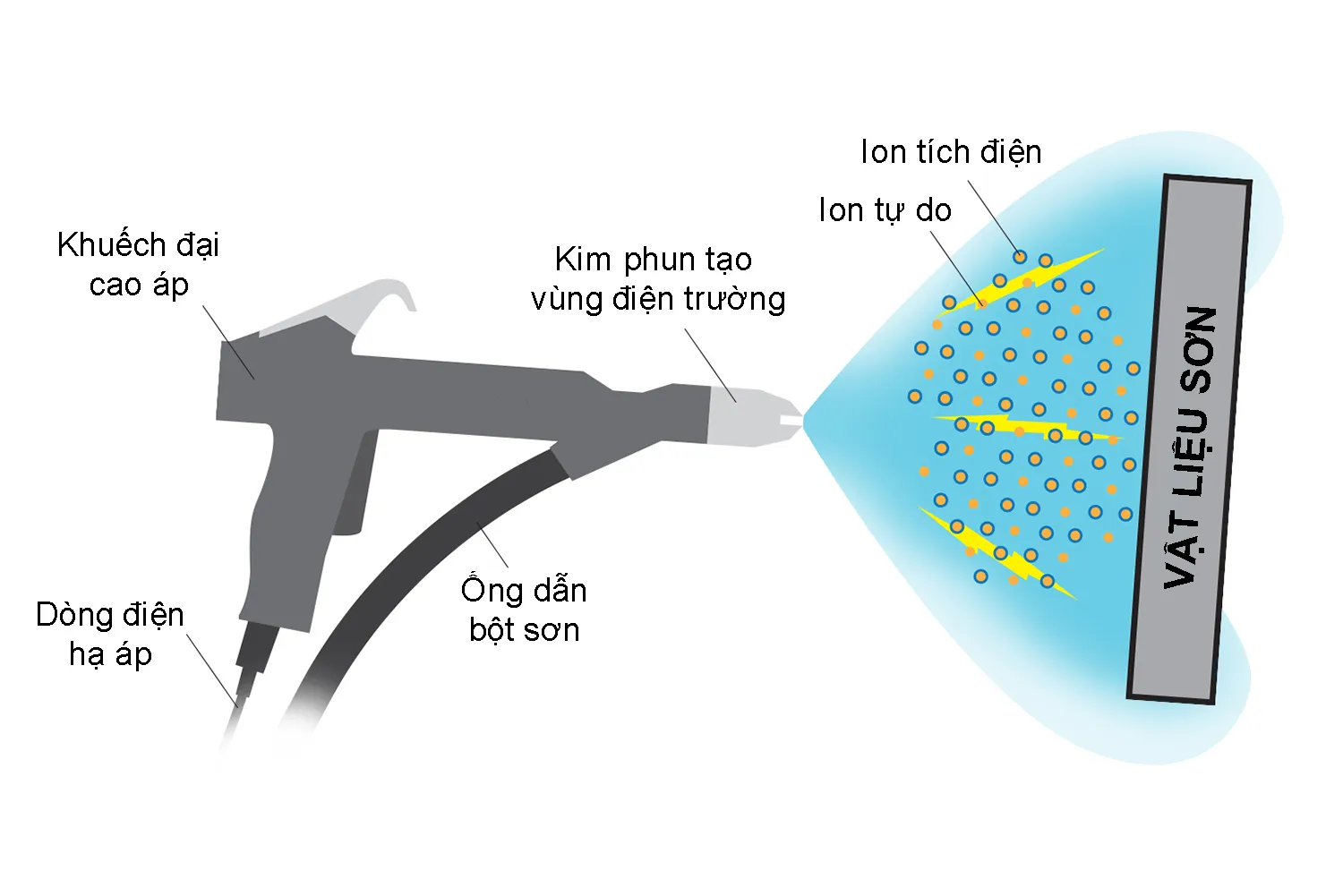
Nguyên lý hoạt động của công nghệ phun sơn tĩnh điện
Nhìn chung, công nghệ phun sơn tĩnh điện khá là đơn giản, trong đó thiết bị chính là một súng phun tĩnh điện cùng với bộ điều khiển tự động. Bên cạnh đó là các thiết bị hỗ trợ khác như buồng phun sơn, thiết bị thu hồi bột sơn, buồng hấp bằng tia hồng ngoại (giúp điều chỉnh nhiệt độ và thời gian tắt mở). Các thiết bị hỗ trợ phun sơn như máy nén khí, hệ thống trước khi sơn như máy tách ẩm khí nén, các bồn chứa hóa chất bằng composite nahừm giúp cho xử lý bề mặt vật liệu trước khi sơn.
Trong quá trình sơn tĩnh điện, vật liệu phủ cần được làm nóng ở nhiệt độ cao nhằm tránh cho bột sơn bị khô trước khi tiếp xúc tới vật liệu phủ. Do đó, bạn sẽ thấy nó chỉ thường áp dụng cho những vật phẩm bằng kim loại hoặc những vật có khả năng chịu được nhiệt độ cao. Quá trình làm nóng này tiêu tốn khá nhiều thời gian và công sức, nên để tối ưu cho sản xuất thì các mẻ sơn sẽ có đồng nhất một màu.
Nếu như bạn sơn màu mới thì sẽ phải chờ tới mẻ sơn có màu bạn mong muốn, thường thời gian sẽ rất lâu. Hoặc bạn cũng có thể lựa chọn giải pháp sơn phun thủ công đè lên lớp sơn tĩnh điện, về độ bền thì đều như nhau, những sẽ tốn kém chi phí hơn.

Công nghệ sơn tĩnh điện thường được áp dụng cho trường hợp sơn một lớp nhằm để bảo vệ vât liệu khỏi sự tấn công của các tác nhân bên ngoài. Công nghệ sơn tạo ra phát thải ít hơn so với các công nghệ khác. Ưu thế chính của phương pháp sơn tĩnh điện là không dùng các hợp chất hữu cơ dễ bay hơi (VOC) và vì thế mà không cần đến các thiết bị phân hủy VOC tốn kém như lò thiêu hoặc các thiết bị hấp thụ carbon.
QUY TRÌNH PHUN SƠN TĨNH ĐIỆN
+ Bước 1: Chuẩn bị/xử lý bề mặt trước khi sơn
Nhằm đảo bảo tạo cho bột sơn có độ bám dính tốt hơn, các vật liệu sơn cần phải được qua một quy trình xử lý bề mặt vật liệu trước khi tới công đoạn sơn trực tiếp. Tại bước này, các tạp chất trên vật liệu sẽ được loại bỏ như rỉ sét, dầu mỡ, chất bẩn và các tạp chất hữu cơ khác. Ngoài ra, công đoạn này còn giúp cho bề mặt vật liệu được “kích thích” tiếp xúc với sơn được tốt hơn. Thông thường người ta sẽ dùng phương pháp xử lý bề mặt bằng những hóa chất chuyên dụng.
Hệ thống xử lý bề mặt bằng hóa chất bao gồm các bể sau:
- Bể tẩy dầu mỡ.
- Bể tẩy rỉ sét
- Bể nước sạch.
- Bể định hình bề mặt.
- Bể photphat hóa bề mặt.
- Bể thụ động hóa sản phẩm..
Những bể này thường được xây bằng xi măng và được phủ nhựa composite chống ăn mòn. Các loại hóa chất được kiểm tra thường xuyên mỗi ngày một lần nhằm đảm bảo đủ tiêu chuẩn, nồng độ.
Các mẻ sơn được phân chia theo chất liệu, màu sắc và đơn hàng. Sau đó được đưa vào lưới thép không rỉ, sau đó chúng được nhúng vào bể xử lý bề mặt. Trong thời gian ngâm sản phẩm trong bể hóa chất sẽ tùy thuộc vào chất liệu của vật liệu sơn và sản phẩm phải được nâng lên và hạ xuống ít nhất 2-3 lần.
Sản phẩm sau khi xử lý bề mặt sẽ được đưa vào lò sấy khô. Tại đây, vật liệu sơn được sấy ở nhiệt độ tối đa là 120oC và trong 10-15 phút. Lò sấy khô sản phẩm có chức năng sấy khô hơi nước để nhanh chóng đưa sản phẩm vào sơn. Thông thường lò sấy có dạng hình khối. Sản phẩm được treo trên xe gòng và đẩy vào lò. Lò có nguồn nhiệt chính bằng bếp hồng ngoại tuyến hoặc Burner, nguyên liệu đốt là Gas.
+ Bước 2: Phun sơn tính điện
Buồng phun sơn còn đóng một vai trò quan trọng là thu hồi lượng bột sơn dư, bột sơn thu hồi được trộn thêm vào bột sơn mới để tái sử dụng. Phần thu hồi này là đặc tính kinh tế ưu việt của sơn tĩnh điện mà chúng tôi đã nhắc đến bên trên.
Tìm hiểu thêm: Try On là gì và cấu trúc cụm từ Try On trong câu Tiếng Anh

Để tiến hành quá trình phun sơn tĩnh điện tất cả những sản phẩm trước khi treo lên băng tải. Dùng khí nén xịt sạch bề mặt sản phẩm. Hướng xịt bụi phải quay ra ngoài, không hướng vào mặt người khác hoặc quay vào phòng sơn.

Kiểm tra thiết bị phun: súng sơn, vòi phun, điện, hơi, tiếp mát, quạt hút buồng phun, đèn chiếu sáng,… trước khi tiến hành phun sơn. Tay súng sơn (GUN) luôn luôn Vuông góc với vật cần sơn, khoảng cách từ súng sơn tới vật cần sơn: 10-15 cm đối với phun tay, 20-25 cm đối với súng phun tự động. Đối với phun sơn thủ côn (phun tay): Sơn góc cạnh trước, sơn mặt phẳng sau; Sơn phía dưới trước, sơn phía trên sau.

+ Bước 3: Sấy sơn
Sau khi phun sơn, sản phẩm được đưa vào lò sấy. Nhiệt độ sấy: 180 độ C – 200 độ C trong 10 phút. Lò có nguồn nhiệt chính bằng bếp hồng ngoại tuyến hoặc Burner với nguyên liệu đốt là khí Gas.
>>>>>Xem thêm: Phương pháp dạy học theo dự án – Thế giới thủ thuật
Vật liệu sau khi được sơn tĩnh điện sẽ có bề mặt đồng đều
+ Bước 4: Kiểm tra, đóng gói sản phẩm
Bằng việc bố trí hệ thống sơn tĩnh điện hợp lý, đúng khoa học trên mặt bằng nhà xưởng, công việc kiểm tra đóng gói sẽ thuận tiện hơn. Đặc biệt với các hệ thống gia công sơn tĩnh điện có công suất lớn và tính tự động hóa cao, việc bố trí mặt bằng hợp lý sẽ nâng cao công suất vận hành, tiết kiệm tối đa diện tích sản xuất.
Đóng gói: Xác định cách đóng gói trước khi đóng, Chỉ đóng gói những sản phẩm đạt tiêu chuẩn. Công việc kiểm tra và đóng gói thành phẩm tùy vào từng loại mặt hàng và nhu cầu thực tế. Tuy nhiên vấn đề quan trọng nhất ở đây là bố trí mặt bằng cho các hệ thống sơn tĩnh điện có công suất lớn.
ƯU ĐIỂM CỦA CÔNG NGHỆ SƠN TĨNH ĐIỆN
a. Về kinh tế
- Quy trình sơn tĩnh điện dễ dàng tự động hoá tiết kiệm được chi phí nhân công. (dùng hệ thống phun sơn bằng súng tự động). Với 99% lượng sơn tĩnh điện được sử dụng triệt để (bột sơn dư trong quá trình phun sơn tĩnh điện được thu hồi để sử dụng lại).
- Không cần sơn lót
- Làm sạch dễ dàng những khu vực bị ảnh hưởng khi phun sơn hay do phun sơn không đạt yêu cầu.
- Tiết kiệm thời gian hoàn thành sản phẩm
b. Về đặc tính sử dụng
- Dễ dàng vệ sinh khi bột sơn bám lên người thực hiện thao tác hoặc các thiết bị khác mà không cần dùng bất cứ loại dung môi nào như đối với sơn nước.
- Không sử dụng dung môi: không gây ô nhiễm môi trường
- Ứng dụng được trong nhiều lĩnh vực công nghiệp khác nhau (công nghiệp hàng không, công nghiệp hàng hải, công nghiệp xây dựng…)
c. Về chất lượng
- Tuổi thọ thành phẩm lâu dài (> 5 năm)
- Độ bóng cao
- Không bị ăn mòn bởi hóa chất hoặc bị ảnh hưởng của tác nhân hóa học hay thời tiết.
- Màu sắc phong phú và có độ chính xác …
- Và còn rất nhiều ưu điểm khác nữa mà chính người sử dụng trong quá trình ứng dụng công nghệ sơn tĩnh điện sẽ nhận thấy.
So sánh sơn tĩnh điện và sơn thường
Sự khác biệt chính giữa một sơn lỏng thông thường và một lớp phủ sơn tĩnh điện là bột sơn không đòi hỏi một dung môi để giữ cho các chất kết dính và phụ phần trong một dạng lỏng. Các lớp phủ thường sử dụng tĩnh điện và sau đó được nung nóng qua lửa để cho phép nó chảy và tạo thành một “lớp phủ”. Nó thường được sử dụng để tạo ra một vật liệu phủ khó khăn hơn so với sơn thông thường. Lớp phủ sơn tĩnh điện có khả năng chống sứt mẻ, trầy xước và ăn mòn.
Sơn tĩnh điện được sử dụng chủ yếu cho lớp phủ kim loại, chẳng hạn như “đồ điện gia dụng”, ô tô, xe tải và phụ tùng xe gắn máy. Nó chiếm hơn 15% tổng thị trường hoàn thiện công nghiệp, sơn tĩnh điện được sử dụng trên một loạt các sản phẩm. Được sử dụng làm chức năng bảo vệ và trang trí, sơn tĩnh điện hầu như có sẵn trong một phạm vi gần như vô hạn của màu sắc và kết cấu, và tiến bộ công nghệ đã dẫn đến tính hiệu suất tuyệt vời.
Quy trình sơn tĩnh điện cho chân bàn sắt của Xưởng Sản Xuất Chân Bàn Văn Phòng